您好!歡迎訪問上海攸亦光電科技有限公司網(wǎng)站!
全國服務(wù)咨詢熱線:
18861577951
18861577951

導(dǎo)語
在材料加工、激光手術(shù)或是遙感探測(cè)等前沿領(lǐng)域,激光系統(tǒng)的應(yīng)用千變?nèi)f化。但無論應(yīng)用場景如何改變,決定系統(tǒng)成敗的往往是那幾個(gè)核心的物理參數(shù)。
很多時(shí)候,項(xiàng)目中的溝通誤解、組件選型錯(cuò)誤,甚至系統(tǒng)損傷,都源于對(duì)這些基礎(chǔ)術(shù)語的理解偏差。
今天,我們基于《激光光學(xué)資源指南》,為您梳理了激光系統(tǒng)的12個(gè)關(guān)鍵參數(shù)。建立通用的術(shù)語體系,不僅能防止表述錯(cuò)誤,更能幫助您精準(zhǔn)匹配應(yīng)用需求。
全是干貨,建議先收藏再閱讀!
01. 基礎(chǔ)參數(shù):激光的“身份ID"
要理解高級(jí)主題,首先要掌握描述激光特性的最基本概念。
1. 波長(常用單位: nm 到 µm)
波長決定了激光與材料的“互動(dòng)方式"。
• 材料加工: 不同材料對(duì)不同波長的吸收率天差地別。
• 精度控制: 短波長(如UV)聚焦光斑更小,熱影響區(qū)極小,適合精密加工;但成本較高且易損。
• 環(huán)境影響: 在遙感或醫(yī)療應(yīng)用中,還需考慮大氣干擾或皮膚組織的吸收特性。
2. 功率和能量(常用單位: W 或 J)
這是衡量激光“勁兒"有多大的指標(biāo)。
• 連續(xù)波 (CW) 激光器: 看光功率輸出(瓦特 W)。
• 脈沖激光器: 看平均功率和脈沖能量(焦耳 J)。
劃重點(diǎn): 脈沖能量與平均功率成正比,與重復(fù)率成反比。
![]()
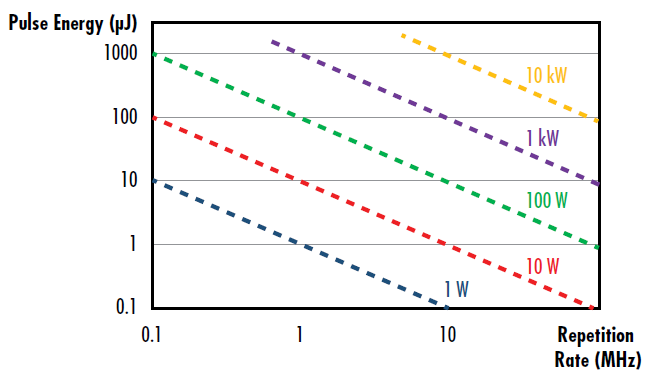
圖 1:脈沖激光器的脈沖能量、重復(fù)率和平均功率之間關(guān)系的直觀表示法
3. 脈沖持續(xù)時(shí)間 (常用單位: fs 至 ms)
即脈寬。通常定義為激光達(dá)到至高光學(xué)功率一半 (FWHM) 所用的時(shí)間。
• 超快激光: 皮秒 (10?12s) 甚至阿秒 (10?1? s) 級(jí)別,加工精度較高。
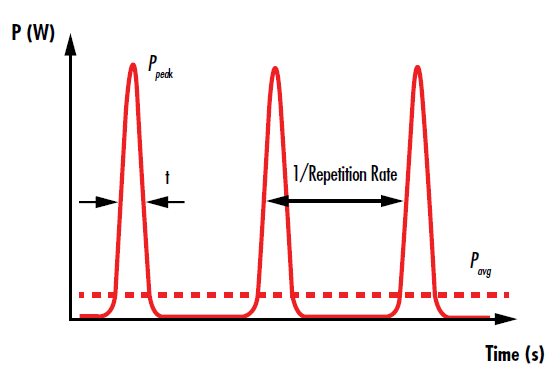
圖 2:脈沖激光器的脈沖時(shí)間間隔為重復(fù)率的倒數(shù)
4. 重復(fù)率 (常用單位: Hz 到 MHz)
每秒發(fā)射多少個(gè)脈沖。
• 熱效應(yīng): 重復(fù)率越高,材料受熱越快,因?yàn)闊岢谠r(shí)間變短了。
• 權(quán)衡: 記住,重復(fù)率越高,單脈沖能量通常會(huì)越低(在平均功率不變的情況下)。
5. 相干長度 (常用單位: mm 到 cm)
激光區(qū)別于普通光源的核心在于“相干性"。相干長度定義了激光在傳播過程中,保持相位關(guān)系質(zhì)量的距離。這對(duì)于全息成像等應(yīng)用至關(guān)重要。
6. 偏振
電場的方向。大多數(shù)激光是線偏振的。偏振度(如 100:1)越高,代表光束的偏振純度越好。這在涉及偏振光學(xué)元件(如隔離器、波片)的系統(tǒng)中非常關(guān)鍵。
02. 光束參數(shù):光長什么樣?
光束的形狀和質(zhì)量,直接決定了光怎么傳輸、怎么聚焦。
1. 光束直徑 (常用單位: mm 到 cm)
通常定義在1/e2寬度處(強(qiáng)度降至至高值13.5%的點(diǎn))。
• 系統(tǒng)成本: 光束越粗,需要的光學(xué)元件尺寸就越大,成本越高。
• 主要矛盾: 減小直徑雖然省錢,但會(huì)顯著增加功率密度,可能導(dǎo)致元件損傷。
2. 功率/能量密度 (常用單位: W/cm2或 J/cm2)
單位面積上的能量。
• 系統(tǒng)內(nèi)部: 我們希望密度低一點(diǎn),防止燒壞鏡片或電離空氣(這也是為什么常用擴(kuò)束鏡來增大光束直徑)。
• 系統(tǒng)輸出: 在切割或焊接端,我們希望密度高一點(diǎn),以確保加工效率。
3. 光束輪廓
光束橫截面的強(qiáng)度分布。
• 高斯光束: 能量集中在中心,峰值強(qiáng)度高。
• 平頂光束: 能量分布均勻,適合表面處理。
• 現(xiàn)實(shí)情況: 沒有精良的理想光束,通常用 因子來衡量實(shí)際光束與理想高斯光束的差異。
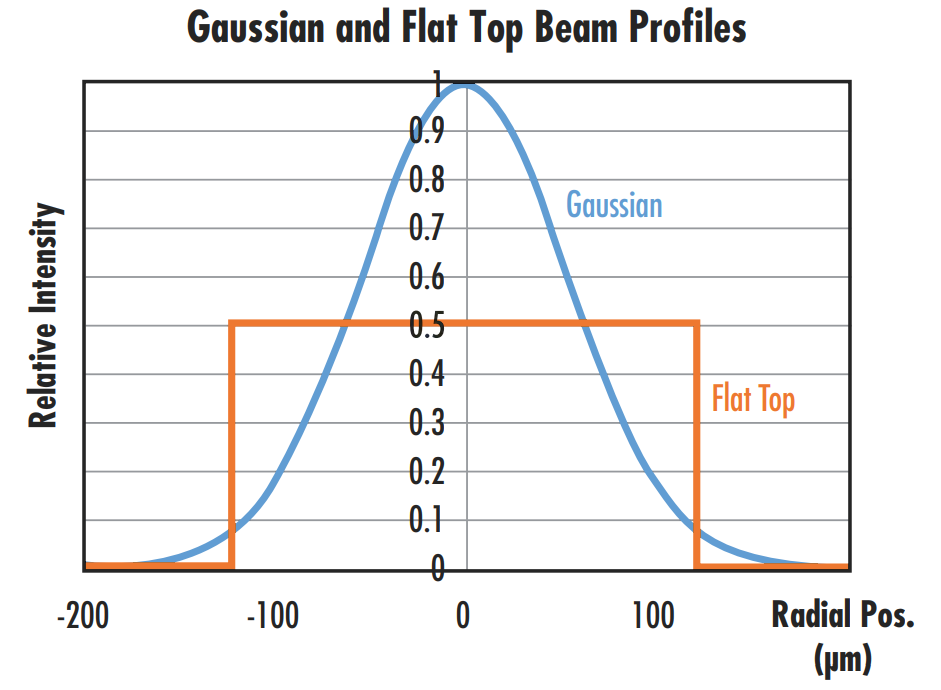
圖 3:對(duì)平均功率或強(qiáng)度相同的高斯光束和平頂光束的光束輪廓進(jìn)行比較后發(fā)現(xiàn),高斯光束的峰值強(qiáng)度是平頂光束的 2 倍。
4. 發(fā)散度 (常用單位: mrad)
激光不是必然平行的,它總會(huì)發(fā)散。
• 長距離應(yīng)用: 如激光雷達(dá)(LiDAR),發(fā)散度是核心指標(biāo)。
• 控制方法: 增大光束腰直徑,可以有效降低發(fā)散度(擴(kuò)束鏡的又一妙用)。
03. 系統(tǒng)輸出參數(shù):最終效果
這些參數(shù)描述了激光經(jīng)過光學(xué)系統(tǒng)后,打在目標(biāo)上的狀態(tài)。
1. 光斑尺寸 (常用單位: µm)
聚焦透鏡焦點(diǎn)處的光束直徑。
• 目標(biāo): 在微加工和手術(shù)中,我們追求極小的光斑,以獲得至高的功率密度和精細(xì)的特征。
• 技巧: 使用非球面透鏡代替球面透鏡,可以減少球差,獲得更小的焦斑。
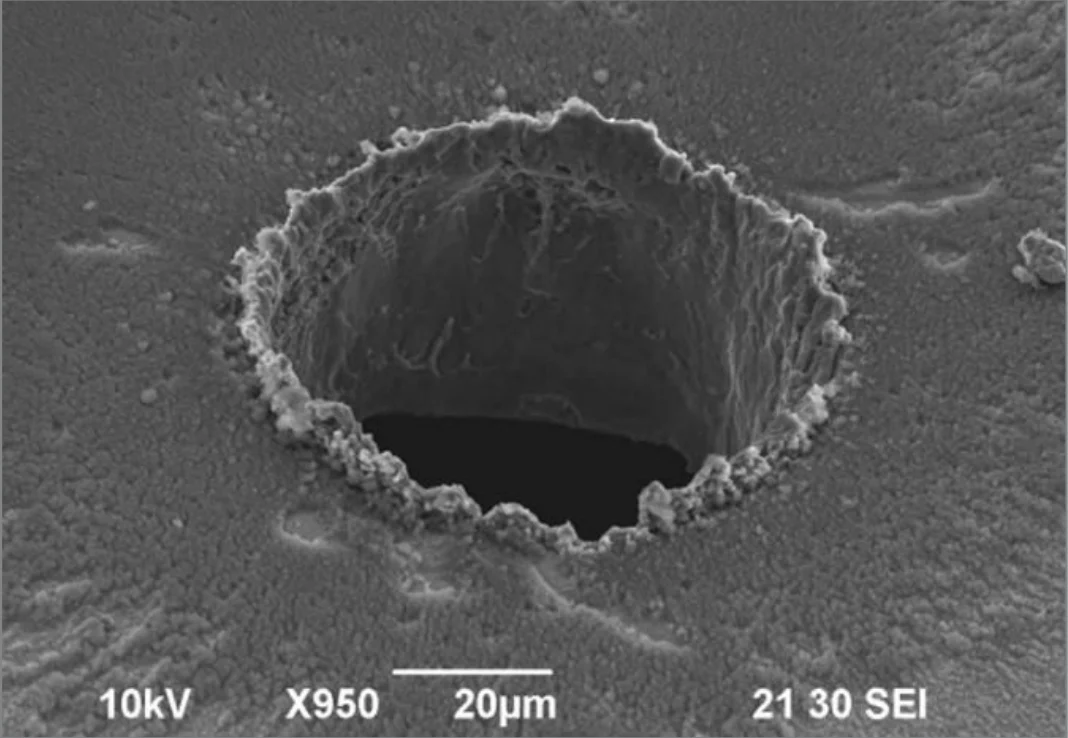
圖 4:技術(shù)研究所進(jìn)行的激光微加工實(shí)驗(yàn)表明,在恒定通量下,當(dāng)光斑尺寸從 220 微米減小到 9 微米時(shí),納秒激光鉆孔系統(tǒng)的燒蝕效率提高了十倍1。
2. 工作距離 (常用單位: µm 到 m)
從最后壹個(gè)光學(xué)元件到焦點(diǎn)的物理距離。
• 醫(yī)療應(yīng)用: 通常很短。
• 遙感/雷達(dá): 范圍極廣。
總結(jié)
從光源的產(chǎn)生(波長、脈沖),到光束的傳輸(直徑、發(fā)散度),再到最終的聚焦(光斑、工作距離),這12個(gè)參數(shù)構(gòu)成了激光系統(tǒng)的“骨架"。
無論是設(shè)計(jì)新的光學(xué)系統(tǒng),還是采購現(xiàn)成的激光組件,準(zhǔn)確定義這些參數(shù)是避免昂貴錯(cuò)誤的第壹步。
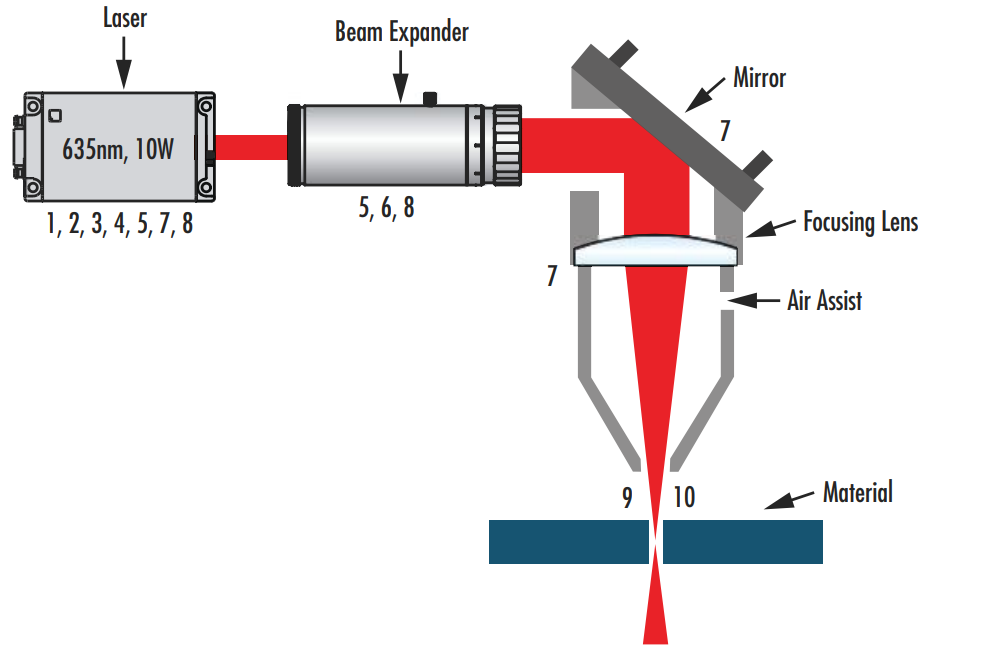
圖5: 常見激光材料加工系統(tǒng)示意圖,其中激光系統(tǒng)的 10 個(gè)關(guān)鍵參數(shù)分別用相應(yīng)的數(shù)字表示
想了解更多關(guān)于激光損傷閾值(LIDT)或高斯光束傳播的深層知識(shí)?
聯(lián)系客服,獲取完整的《激光光學(xué)資源指南》及更多技術(shù)書。
 掃一掃,關(guān)注微信
掃一掃,關(guān)注微信 當(dāng)前位置:
當(dāng)前位置: